مهندسی ساخت و تولید
ماشین ابزار،نقشه کشی صنعتی،قالبسازی،جوشکاری،ریخته گری،آهنگری،فورجینگ،صنایع فلزمهندسی ساخت و تولید
ماشین ابزار،نقشه کشی صنعتی،قالبسازی،جوشکاری،ریخته گری،آهنگری،فورجینگ،صنایع فلزآهنگری و ابزار آهنگری
آهنگر، غیر از پتک و سندان، از ابزارهای دیگری هم استفاده می کند. در این بخش با ابزارها و تجهیزات مورد استفاده در کارگاه آهنگری آشنا می شویم.

سندان و پایه
سندان از چدن یا فولاد ساخته می شود و سطح آن را سخت می کنند. سندان ها را معمولاً بر اساس وزن دسته بندی می کنند. سندان روی پایه ای چدنی یا قطعه ای چوب محکم قرار داده می شود. دماغه سندان شکل های مختلفی دارد و به کمک آن می توان فلزات را به شکل دلخواه آهنگری کرد. سایر بخش های سندان عبارت اند از مقر ابزار، که می توان دسته ها، قرارها و قرارهای دم را در آن جای داد ( این ابزارها را در ادامه همین فصل شرح می دهیم )؛ سوراخ سنبه کاری و میز که قلم زنی یا برش روی آن انجام می شود. فلزاتی که باید پتک کاری، خم یا قلم زده شوند در کوره آهنگری گرم می شوند؛ این روش متعارف گرم کردن فلزات است. اگر کوره از فولاد نرم ساخته شده باشد باید جداری از آجر نسوز برای آن تعبیه کرد تا آتش ورق های فولاد را نسوزاند. بعضی از کوره ها را از آجر، گل رس یا چدن می سازند و بنابراین به جدار نسوز نیاز ندارند.

کوره آهنگری یک هواکش و یک دودکش دارد که به کمک یک بادزن مکنده، دود را تخلیه می کند. در جلو کوره باید ظرف آبی قرار داد. از این ظرف برای سرد کردن فلزات و ابزارها استفاده می کنند. هوا به وسیله دمنده برقی یا دَم آهنگری و از طریق، زنبورک، به داخل کوره رانده می شود.

سوخت کوره آهنگری زغال سنگ، کک و غیره است. برای روشن کردن کوره می توانید از تراشه چوب استفاده کنید. در صورت استفاده از تراشه چوب دود تولید می شود؛ اگر فوتک در اختیار داشته باشید، کار تمیزتر انجام می شود. با استفاده از مسلفه، خاکستر و خاکه جوش تولید شده در کوره را بیرون بیاورید و آتش را همواره تمیز نگه دارید. ابزارهای مورد استفاده در کوره آهنگری عبارت اند از بیل، برای جمع آوری کک؛ سیخ کوره، برای شل کردن خاکه جوش تشکیل شده؛ و مسلفه برای بیرون کشیدن آن.

در آهنگری قطعه کار (یعنی فلز گداخته) را با انبر نگه می دارند تا عملیات آهنگری روی آن انجام شود. انبر را از فولاد نرم می سازند و از دو قطعه پرچ شده به هم تشکیل می شود. هر انبر از دو بخش اصلی تشکیل می شود، دسته و دهانه. برای گرفتن قطعه کارهایی به شکل های مختلف، انبرهایی با دهانه های متفاوت ساخته اند. انواع متداول انبر نشان داده شده است.




1. انبر دَم نسته: از این نوع انبر برای گرفتن قطعات مستطیلی بسیار سبک استفاده می شود.
2. انبر دَم باز: این انبر دهانه ای تخت و باز دارد و وقتی انبر بسته می شود، فک های آن باز می مانند. از این انبر برای گرفتن قطعات مستطیلی ضخیم تر استفاده می شود.
3. انبر دَم گرد: وقتی این انبر بسته می شود دهانه آن سوراخی دایره ای تشکیل می دهد و به کمک همین سوراخ می توان میله های با مقطع دایره یا مربع را، در امتداد طول گرفت.
4. انبر گاز انبری: از این نوع انبر برای برداشتن و گرفتن فلزات گداخته استفاده می شود، اما برای نگه داشتن قطعات در حین آهنگری از آن استفاده نمی کنند.
5. انبر دَم جناغی: این انبر دهانه ای جناغی دارد و برای گرفتن میله های مربعی، در امتداد طولی، به کار می رود.
6. انبر دَم چار گوش: از این انبر برای گرفتن قطعات سنگین با مقطع مربعی یا مستطیلی استفاده می شود.
7. انبر فرفورژه: از این انبر برای ساختن فرفورژه استفاده می شود.
8. انبر همه کاره: در طول فک این انبر سه سوراخ و یک شیار تعبیه شده است و برای انجام کارهای عمومی از آن استفاده می شود.
قالب قرار از چدن ساخته می شود. این قالب قطعه ای مستطیلی است که تعدادی شیار با اندازه ها و شکل های مختلف (جناغی، نیمگرد، چهارگوش و غیره) برای خمکاری و سوراخکاری روی آن تعبیه شده است. قالب قرار پایه دارد.

پتک چکشی بسیار سنگین است که سری سنگین و دسته ای دراز دارد. سر پتک می تواند تیز، تخت، گرد یا دوسر باشد. وزن پتک بین 4 تا 9 کیلوگرم است.

پتکها
الف) پتک دوسر ب)پتک سرتیز ج)چکش آهنگری
چکش آهنگری سری شبیه پتک دارد، اما سر و دسته آن به سنگینی سر و دسته پتک نیست. وزن چکش آهنگری 1 تا 1/5 کیلوگرم است و برای انجام کارهای سبک به کار می رود. سنبه را از فولاد ریختگی می سازند. از سنبه بیشتر برای ایجاد سوراخ - با مقطع دایره یا مربع- در فلزات گداخته استفاده می کنند. وقتی با سنبه سوراخ ایجاد می کنید، بهتر است
سنبه را از دو طرف کار بکوبید تا در نتیجه برخورد با کف سخت سندان آسیب نبیند. برای سنبه یک دسته سیمی می سازند.

سنبه و سنبه گشاد کن
سنبه گشادکن سنبه ای بزرگ و مخروطی است که کار آن گشاد کردن سوراخی است که قبلاً ایجاد شده است. به کمک این ابزار می توان سوراخهایی با شکلها و اندازه های مورد نظر ایجاد کرد. معمولاً از سنبه گشادکن روی مقر ابزار یا سوراخ سنبه سندان، یا روی قالب قرار، استفاده می کنند.
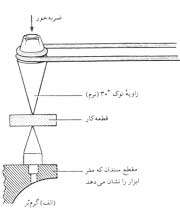
در آهنگری برای بریدن قطعات آهنگری شده از قلم استفاده می کنند. قلمها به دو دسته اصلی تقسیم می شوند: سردبُر و گرم بُر. قلم گرم بُر که نازکتر است، فلز گداخته را برش می دهد. زاویه نوک این قلم 30 درجه است. قلم سردبُر زاویه 60 درجه دارد و برای بریدن فلزات سرد به کار می رود. قلمهای آهنگری معمولاً دسته های بلندی دارند و با پتک به آنها ضربه می زنند. قلمها را به صورت جفتی به کار می برند.


قلمها
الف) قلم گربر ب) قلم سردبر
قرارها را به صورت جفتی (قرار بالا و قرار پایین) می سازند. قرار بالایی معمولاً دسته دارد و با پتک به آن ضربه می زنند.

قرار
قرار پایینی در مقر ابزار مستقر می شود. برای تولید یک قطعه دایره ای خوب، آن را روی قرار پایینی می گذارند و قرار بالایی را با پتک می کوبند.
آهنکوب برای صاف کردن قطعه کار، یا پرداختکاری آن پس از لاغرسازی به کار می رود.

آهنکوب
قرار دم، مانند قرار، به صورت جفتی (بالا و پایین)، برای تولید پله، قبل از کاهش مقطع، یا برای کاهش مقطع به کار می رود.

قرار دم
هدف از به کارگیری این ابزار جلوگیری از لوله شدن قطعه کار (ایجاد سرهای توخالی در آن) است.


























